


CNC高精半導(dǎo)體芯片激光切割控制系統(tǒng)
0 引言
半導(dǎo)體芯片切割控制精度要求非常高,目前國(guó)內(nèi)基本上用的基本上都是進(jìn)口設(shè)備。此為我公司為某半導(dǎo)體廠家開發(fā)的設(shè)備。
1、系統(tǒng)選型

X軸負(fù)載重量Mx: 20.2kg Y軸負(fù)載重量My: 2.9kg 滾軸絲杠螺距P: 5mm 額定轉(zhuǎn)速: 3000(min-1) 摩擦系數(shù): μ =0.2 機(jī)械效率: η=0.9 加速時(shí)間: t=0.01s 負(fù)載速度: VL=15m/min
慣量、扭矩計(jì)算
(1)慣量計(jì)算
X軸負(fù)載慣量:Jx=Mx(P /2π)2
= 20.2×(0.005/2×3.14)
= 0.128×10-4 kgm2
Y軸負(fù)載慣量:Jy=My(P/2π)2
=2.9×(0.005/2×3.14)2
= 0.0184×10-4 kgm2
滾珠絲杠: J2 = πρLBDB4/32
= 0.405×10-4 kgm2
X軸電機(jī)負(fù)載慣量: JLX = Jx+ J2=0.533×10-4 kgm2
Y軸電機(jī)負(fù)載慣量: JLY= Jy+ J2=0.4234×10-4 kgm2
400w電機(jī)慣量:Jm4= 0.26×10-4 kgm2
750w電機(jī)慣量:Jm7=0.87×10-4 kgm2
(2)扭矩計(jì)算
由于需要的行程速度是100mm/s到150mm/s,這次速度將以250mm/s=15m/min來計(jì)算。
電機(jī)轉(zhuǎn)速:NL = VL/P=15/0.005 = 3000(min-1)
= 3000 × 2π / 60=314 rad
加速度:a+ = NL/t =3140 rad/s2
X軸負(fù)載轉(zhuǎn)矩:TLX=μMgP / 2πη
=0.2×20.2×9.8×0.005/2×3.14×0.9=0.035 Nm
Y軸負(fù)載轉(zhuǎn)矩:TLY=μMgP / 2πη
=0.2×2.9×9.8×0.005/2×3.14×0.9=0.00304 Nm
X軸啟動(dòng)轉(zhuǎn)矩:Tpx = (JLX + Jm7)●a+ + TLX
= 0.441 + 0.035 = 0.476 Nm
Y軸啟動(dòng)轉(zhuǎn)矩:Tpy = (JLY + Jm4)●a+ + TLY
= 0.215 + 0.00304 = 0.218 Nm
X軸制動(dòng)轉(zhuǎn)矩:Tsx = (JLX+ Jm7)●a+ - TL
=0.441-0.035=0.406Nm
Y軸制動(dòng)轉(zhuǎn)矩:Tsy = (JLY + Jm4)●a+ - TL
= 0.215 - 0.00304 = 0.212 Nm
通過以上的計(jì)算選用的是松下MHMD400w和MSMD750w的交流伺服電機(jī),該型號(hào)輸出慣量適合,運(yùn)行更平穩(wěn)。X軸用的是750w的伺服系統(tǒng),額定扭矩為2.4Nm;而Y軸用400w的伺服系統(tǒng),額定扭矩為1.3Nm;這兩款的額定轉(zhuǎn)速都為3000rps;所選伺服的慣量及扭矩都能使載體平穩(wěn)的運(yùn)行。
(3)盤式電機(jī)選型
由于在盤式伺服上要放的是一個(gè)鋁制的圓盤,圓盤規(guī)格(R=150mm M=1kg 實(shí)心):
圓盤慣量J=1/2×M×(D/2)2=1/2×1×(150/2)2=0.0028125 kgm2
扭矩T=角加速度a×慣量J
圓盤轉(zhuǎn)π/2需要的時(shí)間是4s 平均角速度V=π/2÷4=0.3925rad/s
則 角加速度=角速度V/加速時(shí)間t=0.3925×0.01=39.25rad/s2
則 扭矩T=39.25×0.0028125=0.1104Nm
由于慣量要匹配,盤式伺服承受物體的慣量和盤式伺服自身的慣量的比例在1:10之內(nèi)是最
理想的,所以所選的盤式伺服ND110-50F自身的慣量是0.00034 kgm2、額定扭矩是2.4Nm最大扭矩是7.2Nm、回轉(zhuǎn)速度是5rps、分辨率是720000 ppr。該盤式伺服的定位精度是±90s,重復(fù)定位精度是±18s,外加絕對(duì)值選項(xiàng)定位精度可達(dá)±15s、重復(fù)定位精度±1.8s。
360度=1296000s 圓盤周長(zhǎng) L=πR=3.14×150=471000um 則角度1s=0.363um弧長(zhǎng)
所以當(dāng)定位精度為15s時(shí)圓盤的弧長(zhǎng)精度可達(dá)到5.445um。
1.1實(shí)現(xiàn)功能
1、原點(diǎn)復(fù)歸
2、激光功率檢測(cè)
3、芯片切割
1.2系統(tǒng)設(shè)計(jì)
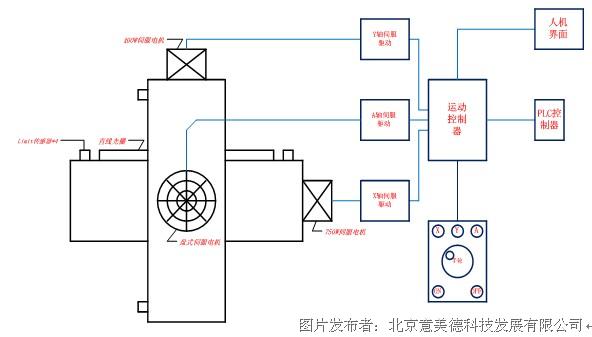
機(jī)構(gòu)運(yùn)動(dòng)部分由精密直線位移平臺(tái),交流伺服電機(jī),盤式伺服電機(jī),直線光柵,伺服驅(qū)動(dòng)器及極限保護(hù)傳感器組成.
如圖1-1所示, 精密直線位移平臺(tái),盤式伺服電機(jī)均以行程中心為中點(diǎn)對(duì)中安裝.X軸配備750w交流伺服電機(jī)及直線光柵,Y軸配備400w交流伺服電機(jī),XY軸兩側(cè)各安裝2個(gè)極限保護(hù)傳感器(行程開關(guān)或光藕).
1.3設(shè)備圖片

2 控制過程
芯片切割
選擇所要切割芯片的型號(hào),以安全門關(guān)閉為觸發(fā)信號(hào),真空閥打開,工作臺(tái)中心由(0,-90,0)處移動(dòng)至(0,0,0)處,手動(dòng)X Y軸使監(jiān)視器十字線對(duì)準(zhǔn)芯片切割區(qū)域中心,按ON鍵工作臺(tái)移動(dòng)至(0,-45,0)處,手動(dòng)A軸旋轉(zhuǎn)校直芯片,按ON鍵工作臺(tái)移動(dòng)至(0,45,0)處再次校直芯片,如此反復(fù)直至芯片校直.長(zhǎng)按ON鍵使工作臺(tái)回到(0,0,0)點(diǎn)處, 手動(dòng)X Y軸使監(jiān)視器十字線對(duì)準(zhǔn)芯片切割區(qū)域中心,長(zhǎng)按ON鍵切割程序啟動(dòng),氮?dú)忾y和排風(fēng)電機(jī)開啟.
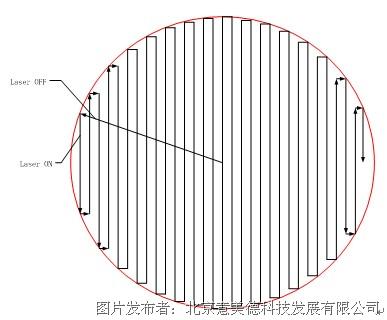
圖2-1
圖2-1因芯片尺寸為4英寸,設(shè)定程序外圓為4.3英寸(110mm).工作臺(tái)由中心移動(dòng)至外圓時(shí),激光R-shutter關(guān)閉,由外圓開始切割時(shí), 激光R-shutter開啟.
切割過程中可按OFF鍵暫停程序,手動(dòng)調(diào)整X Y A軸位置,調(diào)整期間R-shutter關(guān)閉,按ON鍵程序啟動(dòng), R-shutter開啟,繼續(xù)切割.

切好一面后,工作臺(tái)旋轉(zhuǎn)90°,繼續(xù)切割.
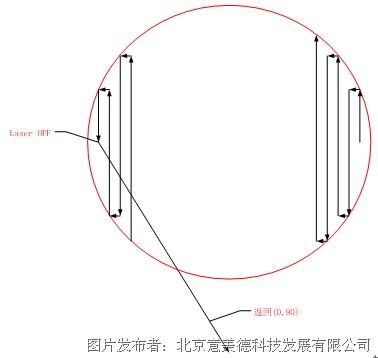
圖2-3
整張芯片切割結(jié)束后, 激光器R-shutter,氮?dú)忾y,真空閥及排風(fēng)電機(jī)均關(guān)閉,工作臺(tái)返回至(0,-90,0)處,安全門打開,工作流程結(jié)束.
3 操作界面

4 結(jié)束語
此設(shè)備控制靈活,定位精度高,完全可替代進(jìn)口設(shè)備,得到用戶好評(píng)。




 投訴建議
投訴建議
提交

意美德 MOTEC混合式步進(jìn)電機(jī)與驅(qū)動(dòng)器

MOTEC α HLD 系列智能伺服驅(qū)動(dòng)器
MOTEC SD388B-C001三相智能步進(jìn)驅(qū)動(dòng)器

意美德 TRIO MC206數(shù)字運(yùn)動(dòng)控制器

意美德 CNC數(shù)控PCB鉆銑床系統(tǒng)